



移动式喷粉精炼除气机基本情况如下:
一、机架主体材料
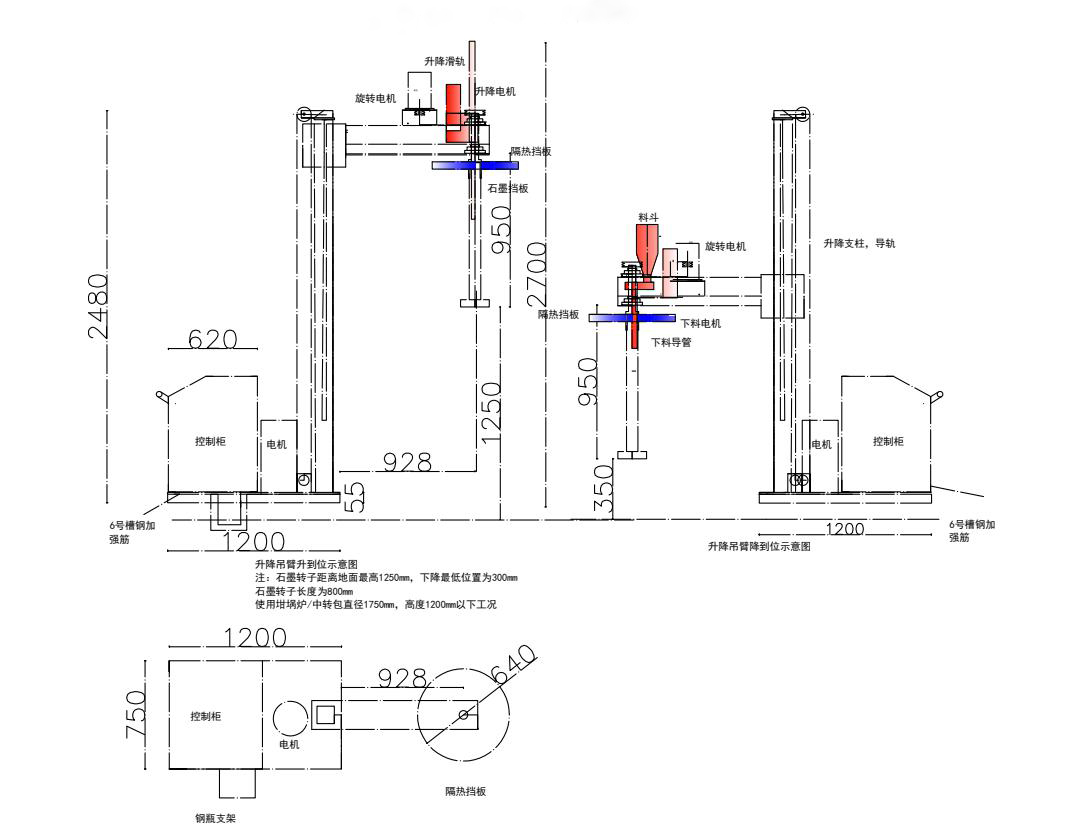
移动机架底盘采用12mm厚钢板,尺寸750X1200,6号标准槽钢加强
升降支柱使用120X120X5mm的方管;机架高度2400mm
电器柜框架使用3mm铁板加工制作,外围板1.5MM厚冷压板制作,喷塑处理;
升降链条悬挂30X60方铁;
升降机头尺寸200X200;机头长度1000mm
机头移动行程1200mm
升降机头活动位置12mm后钢板和16mm后钢板
挡板升降行程:300mm
3项380V+N线 三芯四线(3X1.5+1电线)
二、机架制作工艺
机架主体采用电焊焊接工艺为主。机架与支柱,电器柜框架,升降链悬挂机构、机头活动板都是焊接,然后打磨抛光。
机头封板,电器柜封板,机头与机头活动机构以螺栓固定为主,各种电机、电器一螺栓固定为主。
三、升降机构
采用双链条,导轨机构移动,涡轮减速机,动力为刹车电机
四、表面处理
机架主体、电器柜框架表面除锈后,做防锈处理再做两次喷漆处理。
五、主要电器配置参数、厂家
| 型号 | 定制 | 备注 |
| 控制方式 | PLC | |
| 触摸屏 | 昆仑通泰 | 7寸触摸屏 |
| 接触器,继电器 | 正泰 | |
| 主轴调速变频器 | 科朗 | |
| 机头升降形式 | 双直线导轨 | HGW30CA |
| 升降方式 | 链条升降 | 双两条链条 |
| 转子升降行程 | 1500毫米 | 带800MM长石墨转子 |
| 升降电机功率 | 3相380V1.5KW | 涡轮减速机,德东刹车电机 |
| 旋转电机 | 750W | |
| 转速 | 0--600转/分钟 | 变频控制 |
| 臂长 | 1000毫米 | 适用炉体直径≤1800毫米 |
| 移动方式 | 人工推动 | |
| 气体 | 氩气、氮气等 | |
| 流量调节方式 | 人工 | 余姚银环玻璃转子流量仪显示 |
| 除气调节范围10---30L/min, | ||
| 精炼调节范围10---40L/min, | ||
| 储粉罐容量 | 8公斤 | 材质不锈钢 |
| 送料电机 | 220V300W | 奥奇力调速电机 |
| 送料电机调速方式 | 调速器 | |
| 送料速度 | 0g-800g/分钟 | 数量由电机转速和给料时间决定 |
| 送料方式 | 螺杆送料 | |
| 转子材料 | 石墨 | 抗氧化处理 |
| 转子尺寸 | 长800mm直径80mm | 链接螺纹T40X6长100mm |
| 转轮尺寸 | 直径200 | 抗氧化处理 |
| 转轮材料 | 石墨 | |
| 挡板升降电机 | 3相380V 300W | 奥奇力电机 |
| 主轴转速范围 | 小于600转/分钟 | 变频调节 |
| 转轮跳动误差 | ≤3毫米 | (300转/分钟) |
| 挡板材料 | 石墨 | 500X25X130抗氧化处理 |
| 防铝挡板 | 锅炉钢板 | |
| 机头移动线 | 使用铝质拖链布置 | |
| 整机重量 | 650公斤 | |
| 包装方式 | 薄膜包装 |
现场组装完毕 |
六、流程功能
1、手动模式

在手动模式下可以单独实现:
机头上升、下降功能; 挡板上升、下降功能;
精炼开关;给料开关; 除气开关;旋转开关。
每个动作可以单独操作,实现调整要求。
每个动作有机械按钮单独操作。
注意:本机不加石墨挡板,以免影响搅拌功能
2、自动模式
在自动模式下流程:

按上图调整各种延时后,机头上升到顶点,按下自动启动按钮,开始各个程序。
机头下降---精炼阀开启---精炼行程启动---石墨转子旋转(速度可调)---固体颗粒开始下料(速度可调)---精炼时间到―精炼剂停止下料―除气阀开启---挡板下降---除气时间到---旋转停止---机头上升---挡板上升---机头升到上限位---除气阀关闭---蜂鸣器提醒作业完成---等待下次作业指令
七、除气效果检测
1、工作转速300-600转/分钟
2、工作时间5--15分钟
3、除气静置5-15分钟
4、采用减压凝固法,真空度-0.08MPA,时间5分钟,截面针孔度一级品质
5、采用减压凝固法,真空度-0.08MPA,时间5分钟,A356.2密度检测,密度2.6
| 名称 | 参数 | 备注 |
| 外形参数 | 2400X750X2400mm | |
| 重量 | 约650公斤 | |
| 升降电机 | 3相380v1500w | |
| 旋转电机功率 | 3相380V750w | 变频调速 |
| 给料电机 | 2相220v300w | 调速器控制 |
| 挡板升降电机 | 3相300w | |
| 气体流量 | 0---50L/min | 玻璃转子流量计 |
| 除气转速 | 0---600转/min | 工作速度300--600 |
| 给料速度 | 0---800克/min | |
| 铝液处理能力 | 300---1000KG | |
| 适用炉型 | 坩埚直径800mm以下 | 炉体外径1800mm以下 |









